为了让您更全面地了解我们的聚丙烯网状纤维厂家电话娄底【本地】欢迎咨询产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:娄底聚丙烯网状纤维厂家电话娄底【本地】欢迎咨询的图文介绍

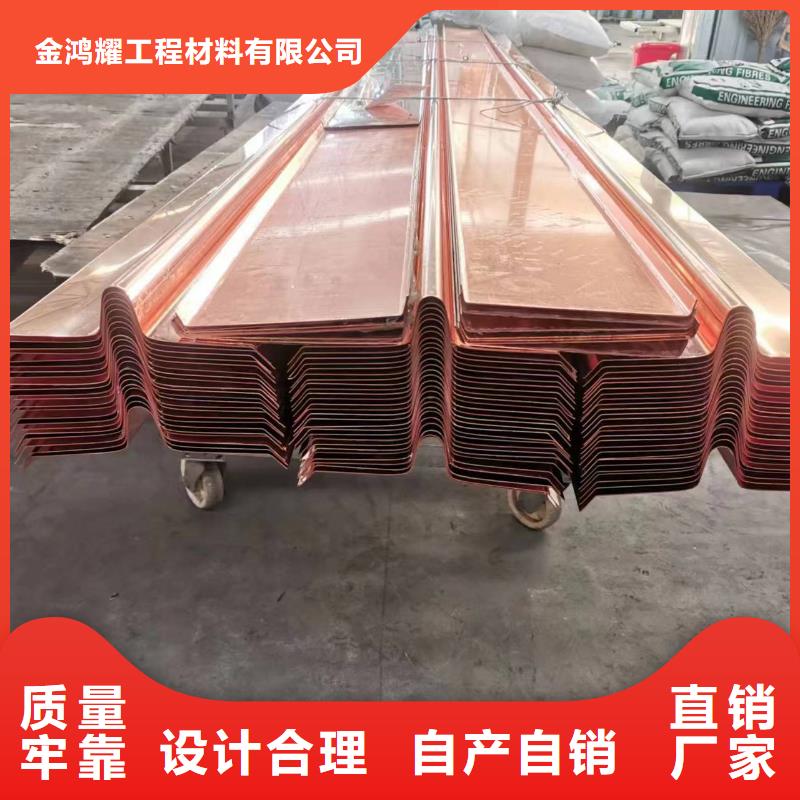
紫铜止水娄底止水铜片常被广泛的使用于各种水工建筑的防渗水、漏水中,根据不同项目的设计要求,可以加工成W型止水铜片、F型、T型、U型等。而紫铜止水能根据不同需求加工成不同形状的止水铜片,取决于紫铜止水优良的加工特性。 紫铜止水,原材料为含量大于等于99%的电解铜,因其铜含量大、在空气中表面被氧化而呈紫红色得名。铜具有可塑性加强的特性,决定其加工性能良好,可以在退火之后,延伸率达到30%以上。因此,不仅加工性能可塑性强,且在使用过程中,抗拉防震效果也可超出普通止水材料。 气焊是用氧气与乙炔产生高温,熔化焊条与焊件的金属凝固后形成一条焊缝。其具体操作方法是:关闭焊把开关,将乙炔及氧气打开,点火慢慢打开焊把开关点燃焊嘴,将焊条根据需要放在被焊物体上,再逐渐调好焊嘴的火苗强弱,使用火苗融化焊条与焊件的金属凝固后形成一条焊缝。 1)搭接焊工艺 ① 止水铜板焊接采用搭接焊,其搭接长度不小于40mm。 ② 为获得高度和宽度均匀的焊缝,紫铜片止水搭接采用左焊法(焊炬从右向左移动)。 2)施焊操作要点 气焊的基本操作方法包括氧气乙炔焰的点燃、调节和熄灭、起焊、焊接过程中焊炬和焊条的运动、接头和收尾的操作要领。 氧气乙炔焰的点燃、调节和熄灭。焊炬的握法,应右手拿焊炬,将拇指和食指位于氧气调节阀处,同时拇指还可以开关、调节乙炔调节阀,随时调节气体的流量。 点燃火焰时,应先稍许开启氧气调节阀,然后再开乙炔调节阀,两种气体在焊炬内混合后,从焊嘴喷出,此时将焊嘴靠近火源即可点燃。点火时,拿火源的手不要正对焊嘴,也不要将焊嘴指向他人或可燃物,以防发生事故。刚开始点火时,可能出现连续“放炮”声,原因是乙炔不纯,需放出不纯的乙炔重新点火。有时出现不易点火的现象,多数情况是氧气开得过大所致,这时应将氧气调节阀关小。 火焰的调节,刚点燃的火焰一般为碳化焰。这时应根据所焊材料的种类和厚度,分别调节氧气调节阀和乙炔调节阀,直至获得所需要的火焰性质和火焰能率。如将氧气调节阀逐渐开大,直至火焰的内外焰、焰芯轮廓明显时,可认为是中性焰;如再增加氧气或减少乙炔,可得到氧化焰;如增加乙炔或减少氧气则得到碳化焰。如果同时增大乙炔和氧气则可增大火焰能率,如火焰能率仍不够大时,应更换大直径的焊嘴。 调整后的火焰形状不得歪斜或发出“吱吱”的声音。若发现火焰不正常时,


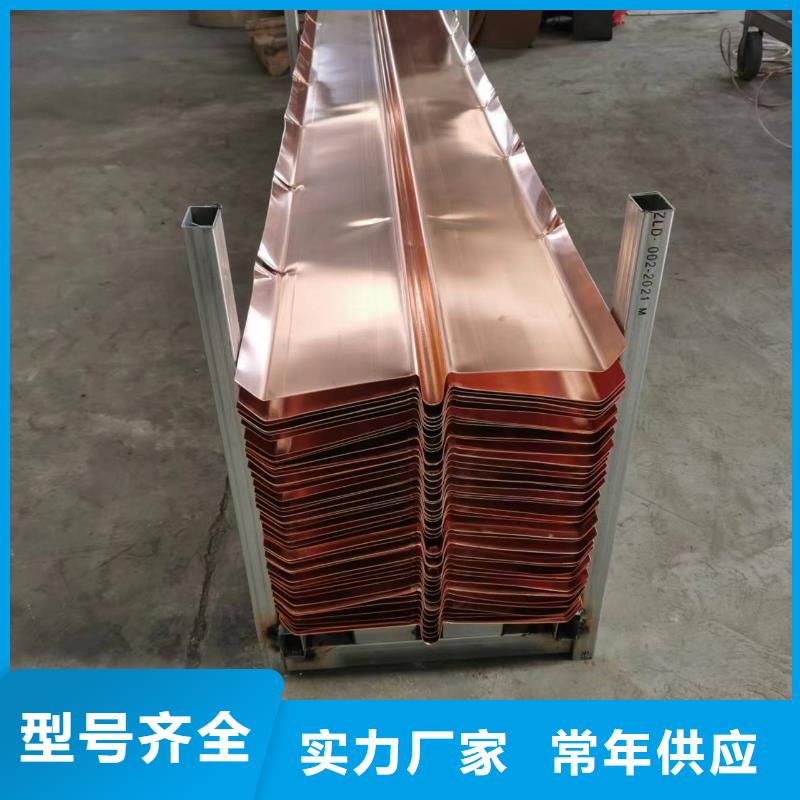
娄底止水铜片 止水铜板使用前的保护工作大致分为以下两部分,通常需要出厂厂家与购买方的协作才能完成。 关于止水铜板的运输工作 根据我公司的市场调查以及与客户沟通过程中发现,止水铜板的运输过程及到现场后的保护措施,依然为大部分人所疏忽。初次采购止水铜板的采购人员在与止水铜板厂家达成协议后,并不关心整个运输过程。正规的厂家在运输前会对止水铜板认真开展打包工作,通常会使用统一规格的木方打包后再进行全面包裹,同时对边角采取保护措施,防止碰撞挤压。娄底止水铜片止水铜板的打包工作结束后才装车运输,运输过程中将有专门跟踪物流的管理人员,时刻监视运输方向,有问题及时反馈,确保每一车止水铜安全到达指定现场。 止水铜片厂家 止水铜板使用前的保护工作大致分为以下两部分,通常需要出厂厂家与购买方的协作才能完成。 关于止水铜板的运输工作 根据我公司的市场调查以及与客户沟通过程中发现,止水铜板的运输过程及到现场后的保护措施,依然为大部分人所疏忽。初次采购止水铜板的采购人员在与止水铜板厂家达成协议后,并不关心整个运输过程。正规的厂家在运输前会对止水铜板认真开展打包工作,通常会使用统一规格的木方打包后再进行全面包裹,同时对边角采取保护措施,防止碰撞挤压。止水铜板的打包工作结束后才装车运输,运输过程中将有专门跟踪物流的管理人员,时刻监视运输方向,有问题及时反馈,确保每一车止水铜安全到达指定现场。 关于止水铜板现场准备工作 止水铜板到达后,买方提货即完成本次交易。虽然已完成交易,但融能金属公司以良好的售后服务为基准,以崇高的企业宗旨为重心,尽可能地确保每一批止水铜板发挥出 止水功效,力争为水利建设助一臂之力,在此,为合作过止水铜板的各个项目工程,提出止水铜板到达现场后的保护建议: 1.做好对止水铜板的防晒工作,避免阳光直射,远离热源,防油污,防变形。如不急需使用,暂时勿拆包装。(运输前的打包包装可防晒防变形) 2.检查好止水铜板的合格证(质检报告)、营业执照等必备。(融能金属公司齐全将随货同时寄出) 3. 为确保我公司的止水产品达到 利用率,务必使用专业从事人员,焊接工人必须持证上岗,焊接工艺将直接影响止水效果



金鸿耀工程材料有限公司设备,精益制造。公司完成了【聚丙烯网状纤维、】产业化生产基地战略布局,现拥有总规模达10万平方米的生产基地,目前是全国生产能力强、规格高的【聚丙烯网状纤维、】生产基地之一。

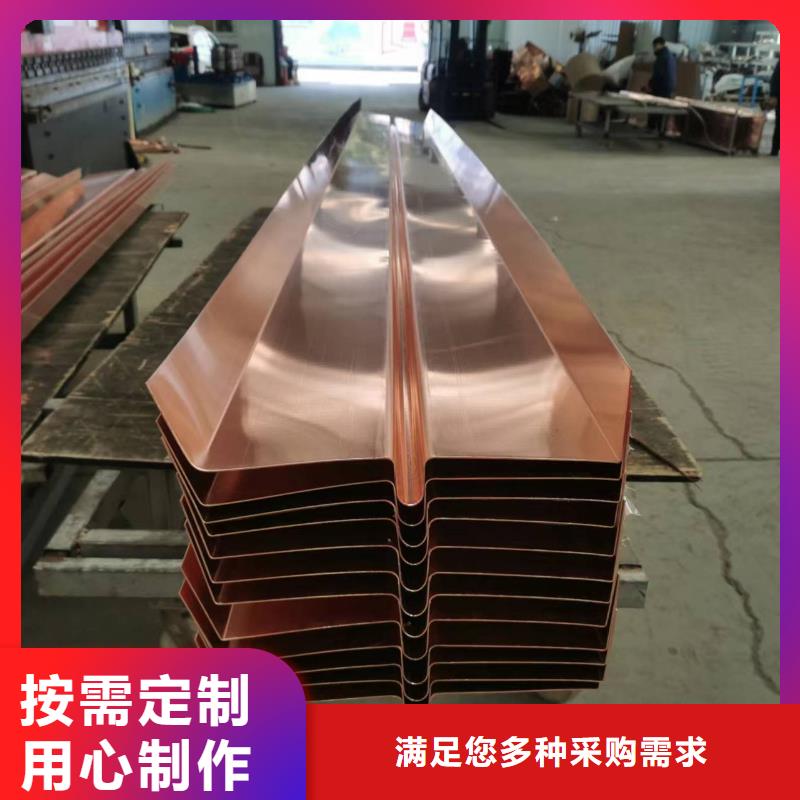
止水铜片紫铜止水焊接,通常采用搭接焊的方式,娄底止水铜片一般搭接长度不小于20mm,而焊接采用的焊条对焊接的工艺会有一定的影响。采用母材剪条焊接时,由于同时紫铜材料,熔点高,止水的厚度都小于2毫米,火焰功率小则紫铜板不熔化,火焰功率大则紫铜板容易被烧穿,极难操作掌握。使用H01-12型焊枪,1毫米厚的铜板用2号嘴,2毫米的铜板用4号、5号嘴。采用中性焰将紫铜板接缝处加热至表面熔化,似汗珠出现时,加入焊条同时熔化,逐步前移,由于焊接过程中铜板容易被氧化,形成氧化亚铜对焊缝产生危害,所以要不断的用焊条粘上硼砂加入焊缝中。 采用黄铜焊条焊接时,由于黄铜焊条熔点较低,母材不需熔化,属于硬钎焊,所以操作简单点,将铜止水加热至亮红色,900℃-1000℃时,加入黄铜焊条,使熔化的黄铜焊条,将上下紫铜止水的边沿粘接牢固,焊接完成后,将焊缝加热后用冷水急冷,可以提高焊接接头的塑性和韧性,通常叫水韧处理。 将止水跟前的钢筋安装一根,用铅丝将止水顶部固定于钢筋上,以防止被风吹倒。焊接完成后,待焊缝冷却下来,用毛刷将紫铜止水带的单面刷上煤油,检查是否有渗漏现象,如有渗漏现象则马上补焊。 但是前者是传统焊法,是 性接头,不可分开,而后者属于钎焊,用火焰烧烤则可将母材分开,预埋进大坝之后,他的抗拉次数肯定不及前者,即折叠次数肯定小于前者。另钢筋窄间隙焊方面,钢筋搭接焊规定焊缝长度为10倍d,即10倍于钢筋的直径,而钢筋窄间隙焊缝却只有1倍于钢筋直径,又采用同样的焊接材料,同样的焊接设备,没有给焊缝添加任何合金元素,因此在做强度试验时没钢筋接头被从焊缝处拉断,虽然强度达到要求,但还是从焊缝处拉断。实验室的师傅说:焊缝不合格的,从试验角度分析,应该是母材拉断而焊缝不断才认为合格。本人认为那不可能,因为钢筋窄间隙焊是两根钢筋端部的焊接,焊接时采用小电流则钢筋端部熔合不好,采用大电流施焊,焊缝始终处于过热状态,合金元素烧损严重,所以焊缝金属机械性能肯定低于母材。




 扫一扫
扫一扫